




Эта технология позволяет расплавлять кромки свариваемых деталей, создавая прочный и чистый шов. Она находит применение в различных отраслях, от автомобилестроения до медицины, благодаря своей высокой точности и минимальному тепловому воздействию.
Лазерная сварка обладает рядом ключевых особенностей:
-
Высокая точность и малая зона термического влияния (ЗТВ);
-
Технология позволяет сваривать материалы на высоких скоростях;
-
Универсальность сварки подходит для широкого спектра материалов, включая стали, алюминий, титан и даже пластмассы. То есть при необходимости можно купить проволоку сплошного сечения подходящего диаметра и состава для конкретной задачи;
-
Гибкость луча с помощью зеркал позволяет сваривать сложные пространственные швы и работать в труднодоступных местах;
-
Высокое качество шва.
Гибридные виды лазерной сварки
Лазерно-дуговая сварка
Это самый распространённый гибридный метод, где в одну сварочную зону подаются лазерный луч и электрическая дуга. Лазер обеспечивает глубокое проплавление, создавая парогазовый канал, а дуга плавит присадочную проволоку, расширяет сварочную ванну и заполняет зазоры.

Преимущества:
-
Высокая скорость и глубина проплавления по сравнению с обычной дуговой сваркой.
-
Возможность сваривать детали с большими зазорами, что является слабым местом чистой лазерной сварки.
-
Снижение требований к точности сборки деталей.
-
Улучшение металлургических свойств шва за счет введения легирующих элементов.
Недостатки:
-
Высокая стоимость и сложность оборудования.
-
Большой размер сварочной головки, что ограничивает доступ к труднодоступным местам.
-
Сложная настройка и точное позиционирование.
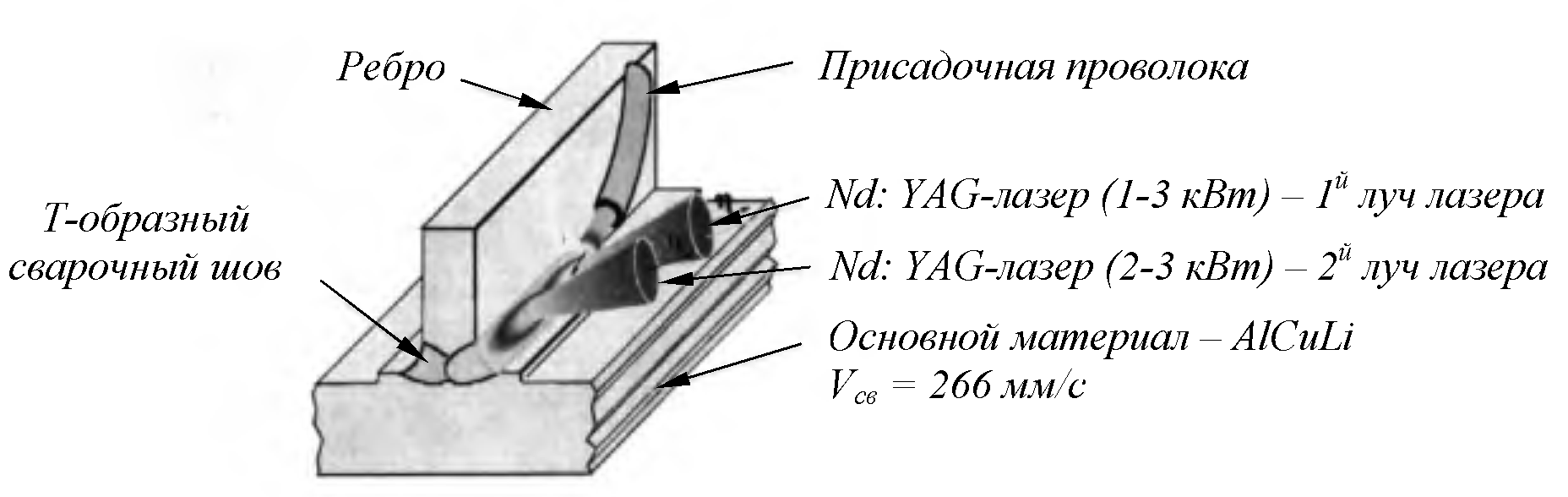
Двухлучевая лазерная сварка
В этой технологии используются не один, а два лазерных луча, которые одновременно воздействуют на свариваемую область. Лучи могут быть получены от одного лазера с помощью системы расщепления пучка или от двух независимых источников.
Преимущества:
-
Гибкое управление формой и размером сварочной ванны.
-
Снижение вероятности образования пор и трещин за счет управления тепловым циклом.
-
Повышение скорости сварки на толстых металлах.
Недостатки:
-
Чрезвычайно высокая стоимость. Требуются либо два лазерных источника, либо один очень мощный с дорогостоящей и сложной оптической системой расщепления луча.
-
Сложность оптической системы. Юстировка (точная настройка) и обслуживание системы зеркал или призм для двух лучей требует высочайшей квалификации персонала.
-
Повышенные требования к чистоте оптики. Большее количество оптических элементов увеличивает риск их загрязнения или повреждения, что может нарушить весь процесс.
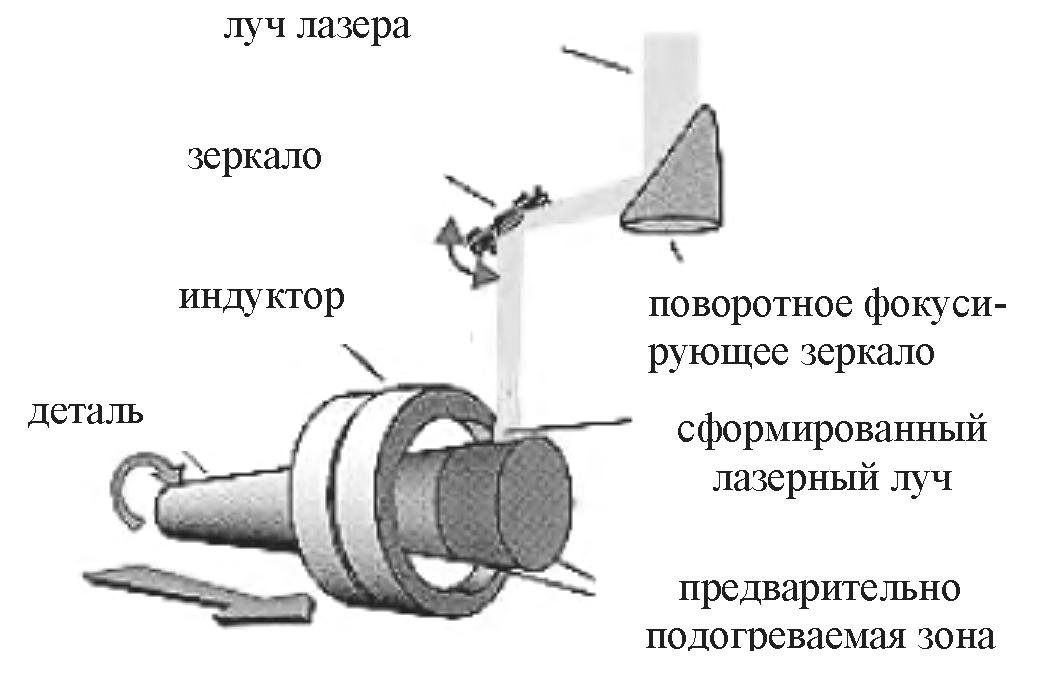
Лазерно-индукционная сварка
Лазерный луч работает в паре с индукционным нагревом. Индуктор (катушка, по которой течет высокочастотный ток) предварительно подогревает металл перед зоной сварки. Индуктор создает вихревые токи в металле, которые равномерно нагревают его до температуры ниже точки плавления. Сразу за индуктором следует лазерный луч, который и осуществляет непосредственно сварку. В случае работы с легированными сталями возможно применение сварочной проволоки.
Преимущества:
-
Снижение риска образования трещин при сварке закаливающихся сталей и сплавов, чувствительных к резким перепадам температур.
-
Уменьшение требуемой мощности лазера, так как часть энергии для нагрева подводится индуктором.
-
Повышение пластичности металла в зоне сварки.
Недостатки:
-
Ограничения по геометрии деталей. Индукционный нагрев наиболее эффективен для тел вращения (трубы, валы) или плоских листов. Для деталей сложной формы изготовить эффективный индуктор трудно.
-
Дополнительное громоздкое оборудование. Размещение индукционной катушки вокруг зоны сварки ограничивает доступ и усложняет конструкцию оснастки.
-
Сложность синхронизации процессов. Необходимо точно согласовать скорость нагрева индуктором со скоростью перемещения лазерного луча.
Лазерно-плазменная сварка
Этот метод очень похож на лазерно-дуговой, но вместо обычной дуги используется столб сжатой плазмы (плазменная струя), генерируемый плазмотроном. Лазер и плазменная струя действуют совместно. Плазменная струя обладает очень высокой температурой и кинетической энергией. Она эффективно удаляет оксидные пленки (например, на алюминии) и стабилизирует парогазовый канал, создаваемый лазером. Лазер же обеспечивает глубокое проплавление. При необходимости внесения присадочного материала может применяться проволока сплошного сечения, особенно при сварке алюминиевых и титано-содержащих сплавов.

Преимущества:
-
Очень высокая глубина проплавления и скорость процесса.
-
Превосходное качество шва при сварке активных металлов, таких как титан или алюминиевые сплавы.
-
Высокая концентрация энергии и стабильность процесса.
Недостатки:
-
Высокая сложность и стоимость установки. Плазменное оборудование само по себе дорогостоящее, а его интеграция с лазером еще больше увеличивает капиталовложения.
-
Повышенный расход газов. Для образования плазмы и защиты зоны сварки требуется большее количество и номенклатура газов, что увеличивает эксплуатационные расходы.
-
Большие габариты сварочной головки. Плазмотрон в сочетании с лазерной оптикой создает очень крупный инструмент, неприменимый для многих конструкций.
Лазерно-светолучевая сварка
Это экзотический и пока менее распространенный метод, где лазерный луч комбинируется с мощным потоком некогерентного света, например, от ксеноновых ламп высокой мощности. Широкий световой пучок от лампы осуществляет предварительный подогрев большой площади металла, а сфокусированный лазерный луч в центре этой зоны производит саму сварку.
Преимущества:
-
Очень равномерный и плавный подогрев, что снижает термические напряжения в конструкции.
-
Возможность обрабатывать большие площади и сваривать материалы, склонные к короблению.
Недостатки:
-
Низкий энергетический КПД. Мощные лампы имеют низкую эффективность преобразования электричества в свет по сравнению с лазерами, что ведет к большим энергозатратам.
-
Ограниченный срок службы источника света. Ресурс мощных ламп значительно меньше, чем у современных лазеров, что требует их частой замены.
-
Сложность управления подогревом. Трудно точно дозировать и контролировать тепло, вкладываемое ламповым источником.
-
Узкая область применения. Из-за перечисленных недостатков метод не получил широкого распространения и остается преимущественно в области научных исследований.